Table of Contents
- Introduction: The Structural Backbone of Textiles – Demystifying Non-Elastic Yarn
- 1.1 Defining the Core: What “Non-Elastic” Truly Means in Industrial Contexts
- 1.2 The Unseen Pillar: Why Non-Elastic Content Dictates Fabric Integrity and Cost
- The Composition Matrix: Fibers and Constructions of Non-Elastic Yarns
- 2.1 Inherently Non-Elastic Fibers: From Natural Staples to Rigid Synthetics
- 2.2 Yarn Engineering: How Twist, Ply, and Count Enhance Dimensional Stability
- 2.3 The Role of Blending: Strategic Combinations for Targeted Performance
- Quantifying Content: Analytical Methods and Industry Standards
- 3.1 Standard Test Methods: ASTM D629, ISO 1833, and AATCC TM20A
- 3.2 Interpreting Blend Specifications and Technical Data Sheets
- 3.3 Tolerances and Acceptable Variance in Commercial Shipments
- Performance Imperatives: The Direct Impact of Non-Elastic Content
- 4.1 Dimensional Stability and Resistance to Growth
- 4.2 Tensile Strength, Abrasion Resistance, and Durability
- 4.3 Drape, Hand Feel, and Aesthetic Qualities
- 4.4 Dyeing and Finishing Behavior
- Application-Specific Formulations: Optimizing Content by End-Use
- 5.1 Apparel: Woven Shirting, Suiting, Denim, and Structured Knits
- 5.2 Home Textiles & Technical Fabrics: Upholstery, Canvas, and Industrial Webbing
- 5.3 Floor Coverings: Carpet Warp, Backing, and Non-Pile Components
- 5.4 Comparative Tables: Recommended Fiber Content by Product Category
- Strategic Sourcing and Value Engineering
- 6.1 Cost-Benefit Analysis: Premium Fibers vs. Cost-Effective Alternatives
- 6.2 Sourcing for Consistency: The Critical Role of Supplier QA/QC
- 6.3 Future-Proofing: Sustainability and the Rise of Bio-Based Rigid Fibers
1. Introduction: The Structural Backbone of Textiles
In the sophisticated world of textile manufacturing, where stretch and recovery often dominate product narratives, What is the Content of Non-Elastic Yarn? the humble non-elastic yarn remains the indispensable, unsung hero. For procurement managers and product developers, understanding its precise content and characteristics is not a minor technical detail—it is the foundational knowledge required to engineer fabrics with integrity, predictability, and longevity. This article delves into the science, specification, and strategic application of non-elastic yarns, providing a data-driven framework for making informed material decisions that directly impact product quality, manufacturing efficiency, and bottom-line profitability.
1.1 Defining the Core
A non-elastic yarn, in precise engineering terms, is one with very low elongation at break—typically less than 10-15% under standard tensile testing (ASTM D2256). Its primary function is to provide dimensional stability, tensile strength, and structural form to a fabric. This stands in stark contrast to elastomeric or high-stretch yarns, which may elongate 200-500% or more. The “content” refers to its fiber composition and construction, which are meticulously engineered to minimize unwanted stretch and maximize control.
1.2 The Unseen Pillar
While elastic yarns provide comfort and fit, non-elastic yarns provide the skeleton. They determine a fabric’s resistance to bagging, sagging, and distortion during use and care. In blends, they counterbalance elasticity to achieve a desired, controlled level of stretch (e.g., 2-way vs. 4-way stretch). They are critical in processes like weaving, where stable warp yarns are essential for loom efficiency. Underestimating their importance leads to products that lose shape, fail prematurely, or perform inconsistently.
2. The Composition Matrix
2.1 Inherently Non-Elastic Fibers
- Natural Cellulosics:
- Cotton (Standard): Exhibits only about 3-7% elongation. Mercerized cotton is stronger but slightly less elongating. A cornerstone for woven apparel and home textiles.
- Linen & Hemp: With elongations often below 2-4%, these are among the most rigid natural fibers, prized for their crisp hand and minimal growth.
- Viscose/Rayon: While regenerated, its elongation is relatively low (8-15%), making it a key component for drape and stability in blends.
- Synthetics (in Standard Form):
- Standard Tenacity Polyester: A workhorse with ~15-30% elongation, which can be engineered lower through high-orientation spinning. Provides excellent strength and shape retention.
- Nylon (for Structure): While capable of high stretch, when spun for industrial applications (e.g., tire cord, carpet backing), its elongation is minimized to provide maximum strength and resistance to deformation.
- High-Modulus (High-Tenacity) Fibers:
- Aramid (e.g., Kevlar®), Glass, Carbon: These technical fibers exhibit extremely low elongation (<3-5%) and extraordinarily high strength. They are reserved for composite, ballistic, or extreme-performance applications.
2.2 Yarn Engineering: Enhancing Stability
The fiber is only the beginning. Yarn construction dramatically influences elasticity:
- Twist: Increasing Turns Per Inch/Meter (TPI/TPM) binds fibers more tightly, reducing internal slippage and thus, elongation. A high-twist yarn is more rigid and stronger. For example, a crepe yarn with very high twist is engineered for texture, not stretch.
- Ply: Plying two or more singles together creates a more balanced, round, and stable yarn. A 2-ply yarn will have significantly lower potential for snarling and distortion than a single, contributing to a fabric’s dimensional stability.
- Count/Linear Density: While not a direct driver of elasticity, finer yarns in a given structure may be more susceptible to deformation, whereas coarser yarns contribute mass and rigidity.
2.3 The Role of Blending
Pure non-elastic yarns are common, but strategic blending is a powerful tool:
- Cotton/Polyester Blends: Combine cotton’s comfort with polyester’s superior strength and shape memory. An 80/20 Cotton/PET shirting fabric uses the polyester to dramatically reduce wrinkle formation and growth.
- Wool/Nylon Blends: In socks or suiting, a small percentage (5-15%) of high-tenacity nylon reinforces the wool, drastically improving abrasion resistance and durability without imparting noticeable stretch.
- Core-Spun Constructions: A non-elastic filament core (e.g., polyester) can be wrapped with a natural fiber sheath (e.g., cotton). This provides the hidden internal stability of a synthetic with the natural hand feel of cotton—a perfect solution for premium shirting or bed linens requiring “no-iron” performance.
3. Quantifying Content: Analytical Methods
Specifying and verifying content is a matter of contractual and technical rigor.
3.1 Standard Test Methods
- Quantitative Chemical Analysis (ASTM D629, ISO 1833): This is the definitive suite of methods. They work on the principle of selective dissolution. A solvent is used to dissolve one fiber component (e.g., wool in a wool/polyester blend) without affecting the other. The remaining mass is measured, and the percentage composition is calculated.
- Microscopic Analysis (AATCC TM20A): Used for qualitative identification and can support quantitative analysis for fibers with distinct morphologies (e.g., cotton vs. polyester).
3.2 Interpreting Specifications
A technical data sheet for a blended yarn must state: “65% Combed Cotton / 35% Polyester (by mass)”. For a pure yarn, it should confirm “100% [Fiber]”. Reputable suppliers provide a Certificate of Analysis (CoA) with each batch, verifying the content via standardized testing.
3.3 Tolerances
Commercial agreements typically allow a tolerance on blend ratios, often ±1.5-3.0%. A shipment labeled 65/35 Cotton/PET may test at 67/33 and still be within acceptable commercial limits. Critical performance applications require tighter tolerances, which must be specified in the purchase contract.
4. Performance Imperatives
The non-elastic content is the primary determinant of several key fabric properties:
4.1 Dimensional Stability
This is the paramount contribution. Non-elastic yarns resist the forces that cause fabric to stretch out of shape. In upholstery, a high content of stable yarns prevents sagging. In woven shirting, it maintains the collar’s form and the placket’s alignment.
4.2 Tensile Strength and Durability
Non-elastic fibers like polyester, nylon, and high-tenacity cotton are the main carriers of load. In a backpack or industrial webbing, the non-elastic components (often 100%) are engineered to bear the weight without elongating dangerously.
4.3 Drape and Hand Feel
A fabric rich in non-elastic yarns will have a crisper, more structured drape (think poplin or taffeta). Blending introduces fluidity. The hand feel is also influenced—linen feels crisp due to its high rigidity; high-twist cotton feels dry and lively.
4.4 Dyeing and Finishing
Different fibers accept dyes differently. A 50/50 cotton/polyester blend requires a dual-dye process (reactive for cotton, disperse for polyester) to achieve solid colors. The non-elastic synthetic component may also be heat-set to lock in dimensional stability permanently.
5. Application-Specific Formulations
Table 1: Recommended Non-Elastic Fiber Content by Application
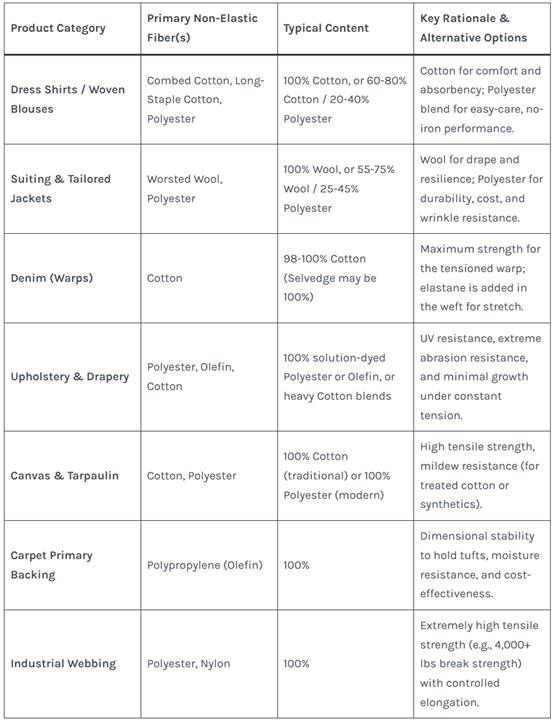
5.1 Apparel
In woven shirts, the goal is a crisp, breathable, and stable fabric. A 100% two-ply Egyptian cotton offers luxury and stability. A 65/35 cotton/polyester blend offers superior wash-and-wear performance for mass markets. In structured knit collars or cuffs (polo shirts), a plied cotton or polyester yarn is used for its rigidity.
5.2 Home & Technical Textiles
Here, performance under sustained load is key. Upholstery fabrics for contract use (hotels, offices) may be 100% solution-dyed polyester for unparalleled colorfastness and resistance to stretching under weight. Industrial fabrics for filtration or reinforcement are purely non-elastic, often 100% polyester or glass.
5.3 Floor Coverings
In carpets, the face yarn may be nylon for resilience, but the critical warp and backing systems are almost exclusively non-elastic polypropylene or jute, providing the foundational grid that locks the entire structure in place and prevents buckling or stretching on the floor.
6. Strategic Sourcing and Value Engineering
6.1 Cost-Benefit Analysis
A 100% long-staple cotton yarn may cost 50% more than a 50/50 cotton/polyester blend. The procurement manager must evaluate: Does the premium product command a sufficient price increase or brand enhancement to justify the cost? Often, a well-engineered blend delivers 90% of the performance at 60% of the cost.
6.2 Sourcing for Consistency
Variation in non-elastic content is a recipe for production disasters. A 3% shift in polyester content in a blend can alter dye uptake, causing shading defects across garment panels. Partnering with spinners who provide batch-to-batch consistency and full transparency through CoAs is non-negotiable.
6.3 Future-Proofing
The demand for sustainable, bio-based fibers is growing. Lyocell (Tencel®) and other high-tenacity regenerated fibers offer the stability of synthetics with a natural origin. Recycled polyester (rPET) is now a mainstream option, allowing brands to maintain performance specs while improving their environmental profile. The forward-looking buyer is already mapping these alternatives into their sourcing portfolio.
Conclusion: The question of “What is the Content of Non-Elastic Yarn?” is the starting point for engineering any stable, durable textile product. It requires a deep understanding of fiber science, a command of testing standards, and a strategic vision for cost and performance. By mastering the specification of non-elastic yarn content, industry professionals move from being passive purchasers to active fabric engineers, directly shaping the quality, value, and sustainability of the products that define their brands. In a world obsessed with stretch, true expertise lies in knowing how and when to hold firm.